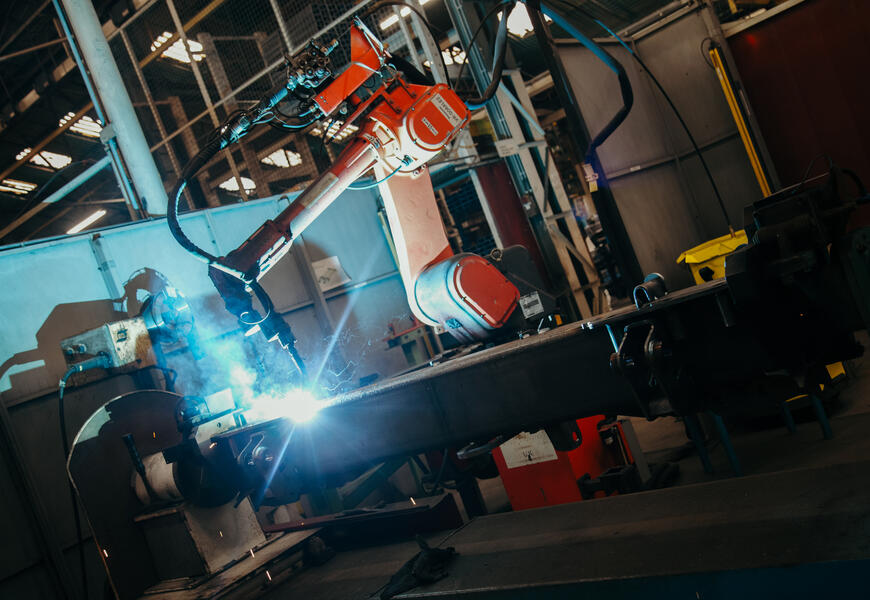
The smaller components (up to 500 x 500 mm) for the poultry processing machinery of Marel Stork Poultry Processing are manufactured at the production establishment of Marel Stork in Dongen, and since recently a number of components have also been assembled into sub-assemblies there. The products are fully developed and finished at the main establishment in Boxmeer. Industrial Engineer André Kouwenberg: "There has always been a lot of technical know-how in Dongen (Stork PMT), which is extremely valuable to us." The technical know-how is reflected in the drive to always be the first to adopt new production technology. Marel Stork Poultry processing became involved in welding robotisation at an early stage, and in 1996 was one of the first users of Panasonic's offline programming system DTPS. This was also Valk Welding's first customer for a welding robot with the Arc-Eye laser sensor.
Continuous workflow in new production concept
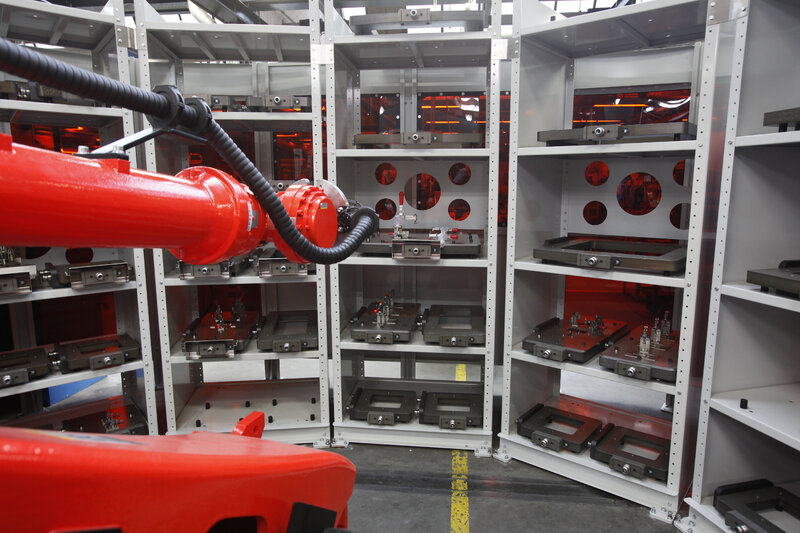
Marel Stork Poultry Processing, which builds their machines to order, plans to use the new cell to facilitate a continuous workflow in production. André Kouwenberg: "That means that we will produce as little as possible in batches, but will instead place the entire process from laser cutting, welding and milling in a single flow. If for example we need 20 components, we won't wait until all 20 are ready but will send each completed product straight to the milling department. That actually amounts to working according to the Quick Response Manufacturing principle, which we have 'borrowed' from car manufacturers. Each part has to be processed directly without creating any dead time and the delivery times are kept as short as possible."