Un démarrage régulier
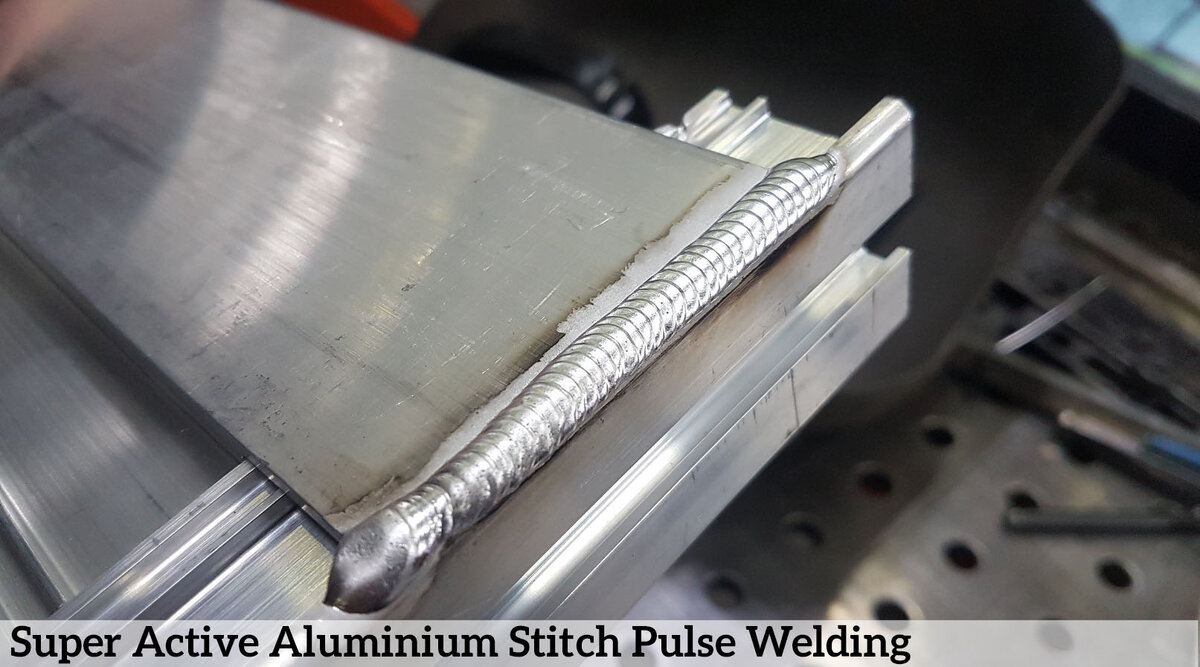
La fonction Stitch Pulse existe depuis plusieurs années et est désormais incluse en standard dans le logiciel robot de Panasonic. Avec cette fonction, la source de soudage alterne cycliquement entre « sous et hors tension ». Pour le soudage de l'aluminium, Panasonic a fait un autre pas en avant par l'application de la fonction Stitch Pulse au procédé Super Active Wire. Le procédé Super Active Wire assure un démarrage régulier en rétractant le fil de soudage hors du bain de fusion à très haute fréquence. Lors d’une ignition d’arc avec le procédé Super Active Wire, nous avons toujours besoin de passer du mode pulsé relatif au procédé vers un mode pulsé dédié à l’aluminium, on obtien- drait alors, d'une part l'énergie nécessaire pour provoquer la fusion grâce au courant pulsé dédié à l’aluminium et d'autre part un démar- rage de l’arc stable et sans projection grâce au procédé Super Active.
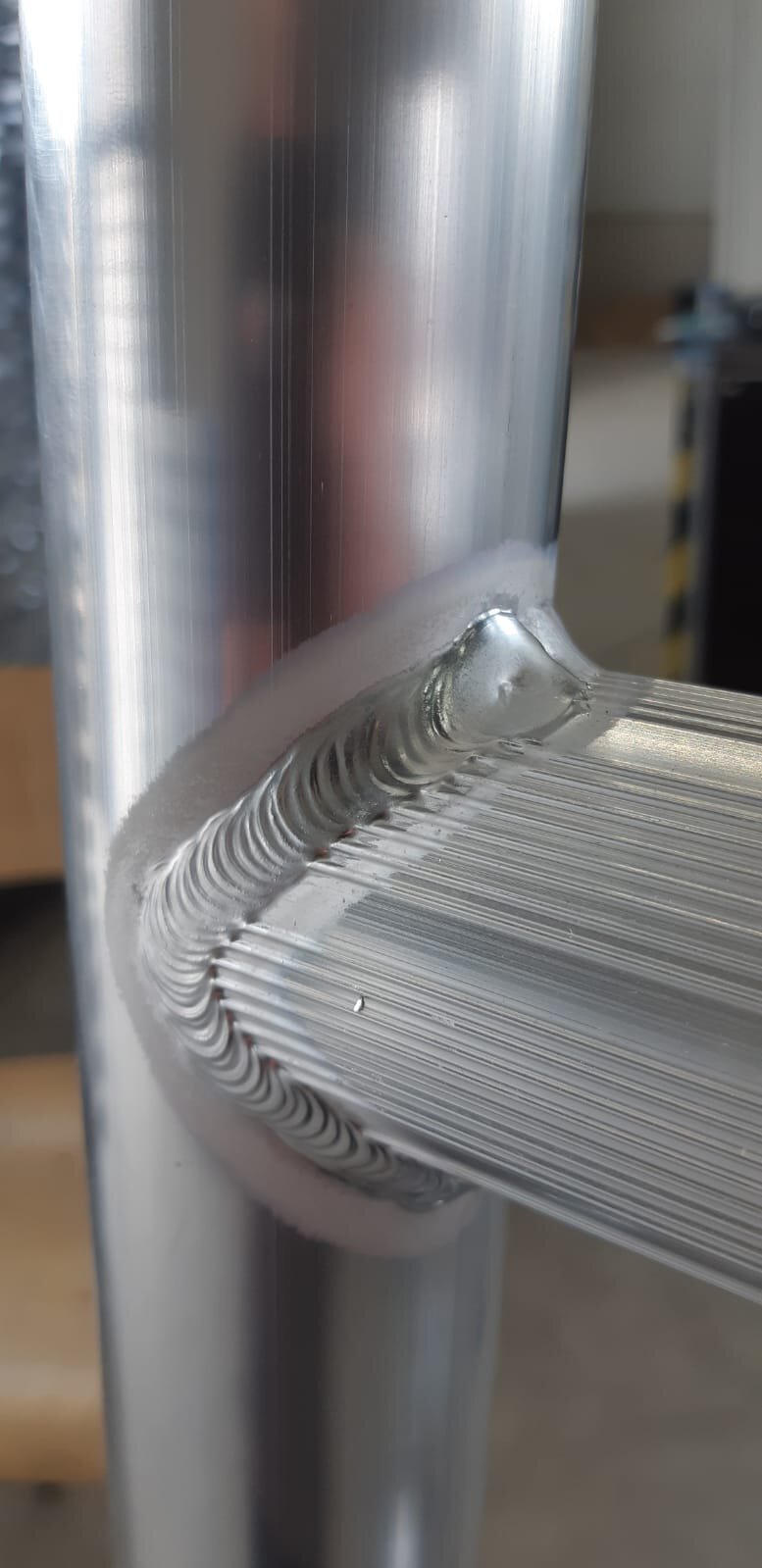
Panasonic assure un démarrage régulier avec Super Active et passe à un courant pulsé dédié à l’aluminium dès que l'arc est établi, après quoi l’arc est éteint conformément au cycle de la fonction Stitch Pulse pour que le matériau ait le temps de refroidir. Le résultat obtenu est un bain de soudage bien mouillé, ce qui n’est pas possible avec la méthode goute à goute. Ce développement ne pouvais pas voir le jour sans la plateforme Tawers unique fournie par Panasonic, dans laquelle un seul microprocesseur contrôle à la fois le robot, l’alimentation en fil asservie et l’onduleur 100 kHz de la source.